
Сварка полипропилена – один из способов соединения водопроводных и канализационных коммуникаций. При этом получают герметичные стыки, т. к. происходит сшивка изделий на молекулярном уровне. Если пайка полипропиленовых труб выполнена правильно, срок службы системы водоснабжения или водоотведения многократно увеличивается.
Источник: https://vodatyt.ru/plastikovye-truby/svarka-polipropilena.html
Содержание
- 1 Типы труб
- 2 Какие полипропиленовые изделия выбрать
- 3 Важные моменты сборки трубопроводной системы
- 4 Специфика пайки труб из полипропилена
- 5 Соединение труб пайкой с армированием
- 6 Влияние ошибок на качество сварки
- 7 Проведение работ
- 8 Подготовка к монтажу водопровода из полипропиленовых труб
- 9 Заключительные советы
- 10 Испытания
- 11 Пайка труб на сложных участках
- 12 Держите инструмент в чистоте
- 13 Монтируем седла в водопроводную систему
Типы труб
Многие упускают этот момент, а зря. Качество и возможность соединения труб путем пайки напрямую зависит от их типа. Вот несколько самых важных пунктов:
-
Диаметр трубы.
-
Толщина стенки. От нее зависит время нагрева трубы. Чем толще стенка, тем дольше придется нагревать трубу или большую температуру ставить.
-
Внешнее или внутреннее армирование. Это крайне важный этап, о котором многие умалчивают. Некоторые трубы для увеличения прочности усиливаются металлом. Данная защита может располагаться как внутри трубы, так и снаружи. При работе с такими трубами существуют тонкости, которые стоит учитывать.
Также смотрите таблицу соответствия маркировок сфере применения.
|
Маркировка |
Сфера применения и особенности |
|
PN 10 |
Для подачи холодной воды, в системах теплых полов с подогревом до 450С. Имеет тонкие стенки. |
|
PN 16 |
Используется на водопроводах с высоким давлением и на отопительных магистралях с пониженным давлением. |
|
PN 20 |
Труба универсального назначения. Подача воды с температурой не выше 850С |
|
PN 25 |
Горячее водоснабжение, отопление. Подача воды до 950С. Армирована фольгой. |
Трубы последнего типа используют для подключения пластиковых трубопроводов к металлическим.
Источник: http://bydom.ru/news/read/poshagovaya-instrukciya-po-pajke-polipropilenovyh-trub.html
Какие полипропиленовые изделия выбрать
Для мало напорных сетей холодного водоснабжения наиболее практичными являются изделия PN16. Они легко выдерживают давление до 2 атмосфер при температуре до +40 градусов. Этого вполне достаточно, чтобы выдержать нагрузки водопровода в частном доме или поливочной системы в теплице или на огороде.
Смотреть видео
Более устойчивы к различным воздействиям полипропиленовые изделия марки PN20, которые считаются универсальными и могут быть использованы, в том числе, и для отопления с температурой теплоносителя до 95 градусов.
Но наиболее надежны в любых водопроводах трубы марки PN25, армированные алюминием или стекловолокном.
Источник: https://trubanet.ru/plastikovye-truby/kak-payat-polipropilenovye-truby-pravilno-instrukciya.html
Важные моменты сборки трубопроводной системы
До начала сварных работ необходимо тщательно продумать всю структуру и последовательность соединений. Неплохо подготовить эскизный набросок с указанием ключевых элементов, поворотов, тройников, компенсаторов. Так как полифузная стыковка является неразъемной, то могут возникать ситуации, когда изготовление очередного сварочного узла оказывается невозможным. Это типичный случай для пайки полипропиленовых труб в труднодоступных местах.
Учитывайте температурные деформации
При монтаже полипропиленовых сантехнических материалов следует учитывать их особое физическое свойство – заметно вытягиваться при нагреве. Из всех видов труб по величине коэффициента температурного удлинения (0,15 мм/м*К) они немного уступают только лишь полиэтилену. Поэтому пайка, в частности протяженных прямых или участков под заделку, должна осуществляться с учетом компенсаций их удлинений.
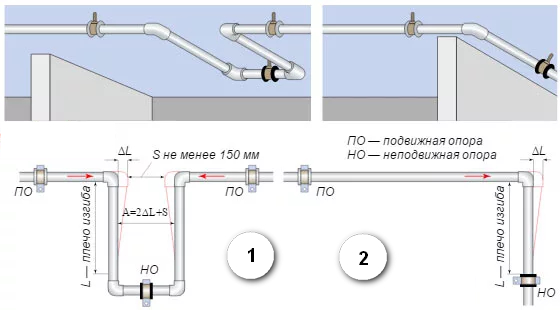
При открытой прокладке в трассы врезаются П-образные (1) или Г-образные (2) сегменты, изготавливаемые на месте либо заводские петлеобразные компенсаторы для полипропиленовых труб. Возможна также компенсация за счет поворотов в системе, при этом они должны иметь возможность свободно сдвигаться на опорах
При замоноличивании трассы укладывают в гофры или пеналы с запасом по размеру диаметра либо в упругие рукава с толстыми стенками, типа Энергофлекс.
Заметно меньшая (примерно в 3-5 раз) температурная деформация у армированных изделии, что делает их более подходящими для прокладки систем ГВС и отопления.
Важно! Отсутствие температурной компенсации приводит к значительным синусоидальным изменениям геометрии трубопроводов. Результатом могут быть вырванные крепления при отрытой прокладке, оторванная от стены плитка или штукатурка при скрытом монтаже.
Соблюдайте правила крепления инженерной конструкции
Надежная фиксация для коммуникаций из полимеров имеет еще большее значение, чем для их стальных аналогов. Шаг установки и тип опор зависят от диаметра полипропиленовых труб, а также от температуры, транспортируемой по ним жидкости. Нарушение правил крепления может приводить к провисанию трубопроводов, особенно горячих, их «подпрыгиванию» и стукам под действием пульсации давления.
Таблица 2. Рекомендуемый шаг опор для типовых горизонтальных линий квартирной разводки ХВС и ГВС, мм.
| Наружный диаметр ПП-трубы, мм | Температура воды, ºС | ||
|---|---|---|---|
| 20 | 30 | 40 | |
| 16 | 500 | 450 | 400 |
| 20 | 550 | 500 | 450 |
| 25 | 650 | 550 | 500 |
Водопроводные стояки диаметром до 32 мм можно закреплять реже. Расстояние между фиксирующими хомутами принимается не более 1000 мм. Если же диаметр стояков больше, то допускается шаг до 1500 мм.
Монтируя крепления, необходимо следить, чтобы они не препятствовали линейным деформациям полимерного материала. Предпочтительней монтаж скользящих опор. По линии жестких креплений предусматривается установка компенсаторов на полипропиленовые трубы.
Следует знать, что запорная и регулирующая арматура в системах с номинальным диаметром 40 мм обязательно закрепляется жестко. При меньших диаметрах крепления также желательны, чтобы исключить передачу нагрузок от использования сантехнических устройств на трубы.
Источник: https://santech-info.ru/vodosnabzhenie/pajka-polipropilenovyx-trub.html
Специфика пайки труб из полипропилена
Сварка полимерных изделий выполняется с использованием технологии, которая реализуется благодаря применению свойств материалов. Полипропилен отличается пластичностью. Однако такое свойство изделия из ПП приобретают при изменении температуры. Ее повышение до некоторого уровня способствует размягчению материала.
Остывание разогретого стыка трубы тоже происходит быстро. По этой причине время пайки/спайки сокращается. Если выполнять действия по соединению коммуникаций медленно, качество стыка снижается. В этом случае сложно обеспечить герметичность шва.

Раструбное или муфтовое соединение

Пайка полипропиленовых труб и фитингов

Крепление для запорной арматуры

Стыковая пайка труб большого диаметра
Сварка труб из полипропилена возможна благодаря свойствам этого материала. Температура плавления – от +149°С. Для пайки полипропилена используют паяльники. Они обеспечивают прогрев изделий из ПП до уровня +320°С, однако в домашних условиях применяется менее интенсивный режим работы (до +300°С).
Нельзя воздействовать на трубы ПП источником тепла, прогретым до критических температур. Также не рекомендуется слишком долго воздействовать на трубу паяльником. В таких условиях материал теряет свойства, изделия в результате сомнутся.
Общее описание технологии
 Процесс сварки ППР труб имеет название – полифузная.
Процесс сварки ППР труб имеет название – полифузная.
Существует 2 метода фиксации коммуникаций:
- муфтовый;
- стыковой.
Первая из технологий сварки полипропиленовых труб своими руками для начинающих подходит больше, т. к. требует меньше сноровки. Работу можно выполнить, даже если ранее монтаж трубопровода таким способом не производился.
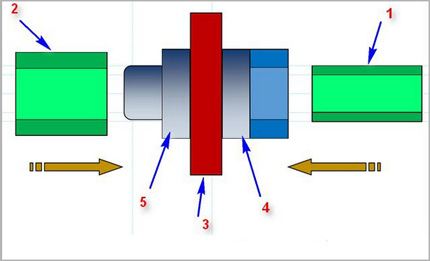 Муфтовая спайка: 1 – труба полипропиленовая, 2 – муфта, 3 – нагретая часть паяльника, 4 и 5 – насадки (болванки)
Муфтовая спайка: 1 – труба полипропиленовая, 2 – муфта, 3 – нагретая часть паяльника, 4 и 5 – насадки (болванки)
В основе муфтового метода – необходимость применения специальных соединительных элементов, которые полностью обхватывают торцевую часть коммуникаций. Внутри муфты находится соединительный шов 2 изделий. Для водопровода в бытовых условиях такой способ монтажа подходит больше.
Если нет возможности использовать фасонную деталь, можно сделать подобие ее. Для этого применяют прямолинейный участок коммуникаций, подрезают его. Учитывают, что в фитинг изделия заводятся с 2 сторон на некоторую глубину. Муфтовый метод применяется для стыковки коммуникаций диаметром до 63 мм.
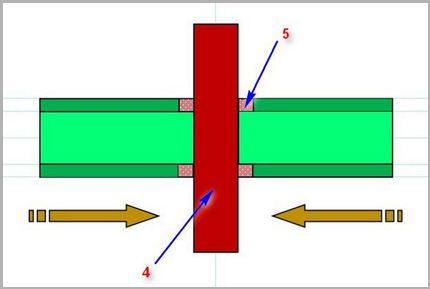 Прямая спайка: 4 – нагретый блин паяльника, 5 – область пластиковой трубы, проходящая плавление.
Прямая спайка: 4 – нагретый блин паяльника, 5 – область пластиковой трубы, проходящая плавление.
Прямой способ фиксации предполагает необходимость нагрева только торцевых участков труб. При этом не используют фитинг, шовное соединение ничем не закрывается. Такая технология применяется для сварки полипропиленовых труб большого диаметра, в быту используется редко.
Недостаток этого варианта заключается в сложности правильно расположить коммуникации в соответствии с осью. Даже небольшие отклонения в стороны могут привести к замедлению тока жидкости по трубопроводу. Для монтажа прямым методом дополнительно используют систему центровки.
Источник: https://vodatyt.ru/plastikovye-truby/svarka-polipropilena.html
Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Галерея изображений
Фото из
Швейер — инструмент для подготовки армированных ПП труб
Удаление двух наружных слоев
Подготовленная к пайке полипропиленовая труба
Обработка перед пайкой неармированной ПП трубы
Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой расположен в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.

Ещё одно приспособление – торцеватель, нужное для сварки армированных труб. Как правило, торцеватель применяется на трубах, структура стенки которых содержит армированный слой в центральной области
Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Источник: https://sovet-ingenera.com/santeh/trubodel/pajka-polipropilenovyx-trub.html
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.

Пример дефекта пайки, полученного в результате ошибочных действий. Мастер чрезмерно нагрел пластиковую трубу, которая, в свою очередь, деформировалась изнутри
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.

Распространенная ошибка при пайке полипропиленовых труб – неплотное вхождение конца патрубка внутрь раструба. Труба должна входить до границы ободка или разметочной линии
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Источник: https://sovet-ingenera.com/santeh/trubodel/pajka-polipropilenovyx-trub.html
Проведение работ
Перед проведением работ необходимо подготовьте рабочую поверхность – отмерьте и отрежьте трубы, снимите фольгированное армирование, очистьте трубу от грязи и обезжирьте. Далее придерживайтесь нашей инструкции.
-
Соберите паяльник, нагрейте его до 2700С.
-
Наденьте трубу на металлическую муфту, а соединяющую деталь – на дорн паяльника. При этом пластик нагреется и станет мягким.
-
Снимите соединяющую деталь и трубу с нагревателя.
-
Не теряя времени соедините элементы друг с другом, прилагая незначительное усилие.
-
Следите, чтобы была соблюдена соосность и не допускайте искривлений.
В большинстве случаев диаметр трубы больше диаметра муфты или фитинга. При нагревании и последующем соединении образуется валик из расплавленного полипропилена, который и закрывает швы.
Старайтесь не передержать детали на нагревательных элементах паяльника. Оптимальное время для различных этапов монтажа указано в таблице.
|
Диаметр (мм) |
|
Нагревание (с) |
|
Перестановка (с) |
|
Скрепление (с) |
|
Время полного остывания (мин) |
При работе учитывайте следующие моменты:
-
Если деталь невозможно одеть на насадку – повысьте температуру на 5-150С.
-
При работе на открытом воздухе в мороз увеличьте время нагрева.
-
Не допускайте проворачивания деталей относительно друг друга.
Правильный и качественный шов не оплывает внутрь, если у вас это случилось – уменьшите время нагрева. Если же детали не налезли друг на друга – значит, вы недостаточно их нагрели. Необходимо увеличить время нагрева.
Источник: http://bydom.ru/news/read/poshagovaya-instrukciya-po-pajke-polipropilenovyh-trub.html
Подготовка к монтажу водопровода из полипропиленовых труб
Можно с уверенностью сказать, что качественная подготовка к сборке разводки во многом определяет ее работоспособность и долговечность.
Смотреть видео
Кроме того, одной из основных задач этих мероприятий является просчет реальной потребности в элементах водопровода.
Выбор схемы подключения
В настоящее время распространены две основные схемы монтажа трубных разводок:
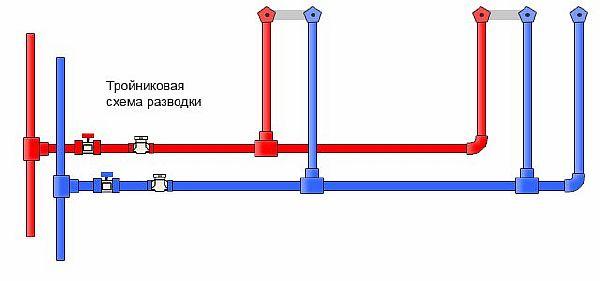
Тройниковая – при ней каждый потребитель воды подключается к центральной трубе, соединенной со стояком. Для этого используются тройники.
Недостатком такой схемы является то обстоятельство, что при одновременном открытии нескольких кранов давление в питающей трубе резко снижается и поступление воды в каждом из них снижается. Особенно страдают точки разбора, удаленные от стояка.
Второй отрицательный момент заключается в том, что при возникновении необходимости в текущем ремонте приходится отключать всю схему водоснабжения на это время.
Тройниковые схемы применяются в квартирах или небольших частных домах. Из преимуществ можно назвать простоту монтажа и сравнительно небольшой расход материалов.
Коллекторная схема разводки. Такой способ формирования водопроводной сети заключается в том, что от стояка питающая труба проводится к топографическому центру водопроводной системы и оканчивается установкой гребенки.
Гребенка представляет собой короткий патрубок с установленными на нем отводами с резьбой под шаровый кран. Таким образом, формируется распределительный узел, от которого выполняется разводка к точкам потребления.
В итоге имеется возможность перекрытия любой точки водопотребления отдельно. Остальная система продолжает функционировать в обычном режиме с одинаковым расходом воды.

Температурные режимы эксплуатации
Производители продукции для водопроводов декларируют максимальную температуру теплоносителя в 95 градусов. Однако физические свойства материала несколько отличаются от этого показателя.
Размягчение полипропилена начинает проявляться при температуре порядка 140 градусов, плавление происходит при 175. Учитывая эти параметры, можно сделать вывод, что этот материал пригоден для любых водопроводов отопления, за исключением парового.
Рабочая температура в паропроводах составляет именно 175 градусов.
Казалось бы, что может быть лучше? Но особенность материала заключается в том, что от температуры в 135 градусов он начинает размягчаться. Разводки начинают провисать, утончаться и в конечном итоге наступает разрыв.
Производители полипропиленовых труб официально декларируют значительно более низкую допустимую температуру, желая застраховать свои изделия и сделать их более долговечными.
Нужно заметить, что в правильно обустроенном жилище с достаточной тепловой защитой стен, такой рабочей температуры вполне достаточно.
Следует заметить, что в системах отопления целесообразно использовать армированные полипропиленовые трубы, обладающих рядом преимуществ:
- Стабильность линейного расширения элементов водопровода под воздействием тепловых и механических нагрузок. Они без заметных изменений выдерживают давление до 10 атмосфер.
- Срок службы армированного трубопровода, постоянно находящегося под давлением при повышенной температуре в разы превышает аналогичный показатель неармированной продукции.
- Температура плавления в тех и других изделиях одинакова, но при равных условиях труба без армирования разрушается, а армированная нет.
Источник: https://trubanet.ru/plastikovye-truby/kak-payat-polipropilenovye-truby-pravilno-instrukciya.html
Заключительные советы
Вот несколько полезных советов, которые помогут вам в работе:
-
Проводите работы только в проветриваемых помещениях. Он нагрева пластик выделяет вещества, если ими дышать, то у вас может заболеть голова.
-
Нарисуете план будущей конструкции, это облегчит дальнейшую работу.
-
Не забывайте тщательно очищать свариваемые поверхности.
-
Полностью удаляйте металлическое усиление в месте пайки. Даже маленький кусочек на месте шва может стать причиной его повреждения.
-
После того, как сварочный аппарат нагреется до нужной температуры – отключите одну спираль. Эта нехитрая мера поможет продлить срок службы устройства.
Старайтесь не проводить пайку полипропиленовых труб в спешке. Четырех-шести секунд вполне достаточно, чтобы спокойно снять детали с нагревательных элементов и совместить их согласно инструкции.
Распродажа (-53%):
Источник: http://bydom.ru/news/read/poshagovaya-instrukciya-po-pajke-polipropilenovyh-trub.html
Испытания
Закончив монтаж системы – надежно закрепив все её элементы, подключив сантехнические приборы или установив временные заглушки, приступаем к гидравлическим испытаниям. Строительные нормы требуют осуществлять их давлением в 1,5 раза выше максимального рабочего. В бытовой практике систему сначала хорошенько продувают напором воды, а затем, перекрыв сброс, внимательно обследуют все соединения. Контролировать наличие протечек желательно не менее 15-30 минут.
Важно! Гидравлические испытания трубопроводов из полипропилена следует осуществлять не просто после полного остывания последнего сварного шва, а согласно рекомендациям производителя материала через 1-2 часа. За это время завершается формирование качественной молекулярной структуры полимерных связей.
Источник: https://santech-info.ru/vodosnabzhenie/pajka-polipropilenovyx-trub.html
Пайка труб на сложных участках
При сборке водопровода или системы отопления сложной конфигурации могут возникнуть проблемы с доступом к месту пайки. Как паять полипропиленовые трубы в труднодоступных местах?
Смотреть видео
В процессе подготовки требуется условно разбить всю сеть на отдельные узлы, которые можно соединить на верстаке, после чего готовые ветви ввариваются в систему в двух-трех точках. Сложными для монтажа участками можно считать следующие:
- трубопроводы, размещаемые под потолком;
- в местах, где невозможно поместить паяльник.
Лучший способ избежать трудностей в данном случае является недопущение их возникновения. Для этого нужно продумать порядок сборки, изготавливая сложные узлы на верстаке, а не на руках. Если это сделать невозможно, лучше использовать электрофитинги.
Вообще, возникновение затруднений такого рода является следствием ошибок проектирования. Технологичность монтажа является основным условием для проектировщика.
Источник: https://trubanet.ru/plastikovye-truby/kak-payat-polipropilenovye-truby-pravilno-instrukciya.html
Держите инструмент в чистоте
Эта избитая истина особенно касается ухода за насадками-матрицами паяльника для полипропиленовых труб. Скапливающийся нагар может оставаться вкраплениями в области сварочного пояса, нарушая герметичность соединения. Поэтому его следует регулярно удалять. Очистку удобно осуществлять на разогретом инструменте, протерев насадки грубой х/б тканью. Нельзя применять для этого металлические предметы или наждачную бумагу, так как будет повреждено противопригарное тефлоновое покрытие, что только усугубит в дальнейшем прилипание пластмассы.
Источник: https://santech-info.ru/vodosnabzhenie/pajka-polipropilenovyx-trub.html
Монтируем седла в водопроводную систему
Этот элемент трубопровода используется для создания дополнительного отвода, и необходимость его установки возникает, как правило, при ремонте действующих разводок.
Смотреть видео
В трубу большего диаметра впаивается фитинг меньшего размера, позволяющий установить ответвление от действующей разводки под углом 90 градусов.
Для этого нужно:
- В стенке действующей трубы мастеру нужно просверлить отверстие нужного диаметра, удалить заусенцы и выполнить фаски.

- Сопрягаемые детали прогреваются паяльником по традиционной технологии.
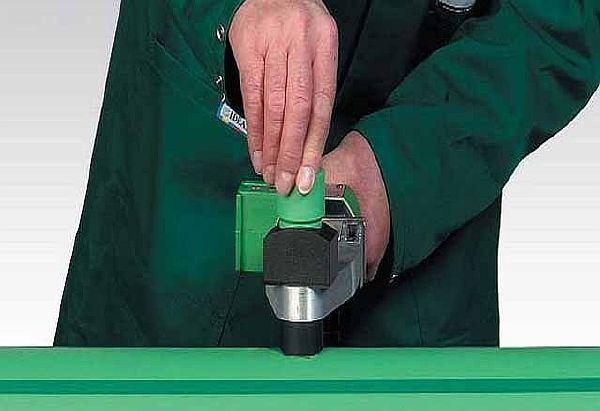
- Седло (фитинг) плотно устанавливается в отверстие в трубе.
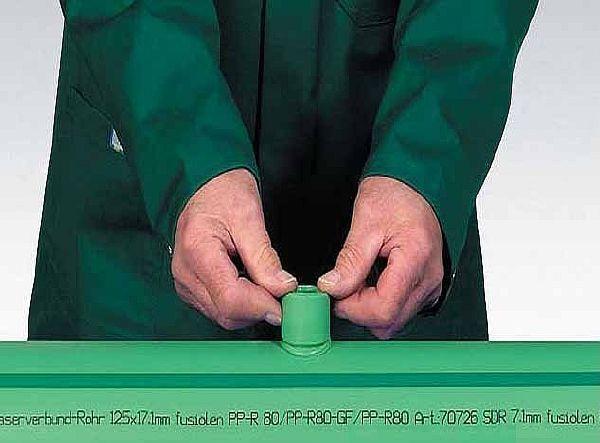
Такой способ создания дополнительных разветвлений в водопроводе из полипропиленовых труб позволяет с наименьшей трудоемкостью продолжить развития сети.
Знание того, как правильно паять полипропилен позволит без затруднений монтировать трубопроводы любой длины и степени сложности.
Видео как выбрать аппарат для сварки полипропилена
Смотреть видео
Источник: https://trubanet.ru/plastikovye-truby/kak-payat-polipropilenovye-truby-pravilno-instrukciya.html
Количество использованных доноров: 5
Информация по каждому донору:
- https://vodatyt.ru/plastikovye-truby/svarka-polipropilena.html: использовано 2 блоков из 5, кол-во символов 3260 (15%)
- https://sovet-ingenera.com/santeh/trubodel/pajka-polipropilenovyx-trub.html: использовано 2 блоков из 5, кол-во символов 4465 (20%)
- http://bydom.ru/news/read/poshagovaya-instrukciya-po-pajke-polipropilenovyh-trub.html: использовано 3 блоков из 6, кол-во символов 3766 (17%)
- https://trubanet.ru/plastikovye-truby/kak-payat-polipropilenovye-truby-pravilno-instrukciya.html: использовано 4 блоков из 8, кол-во символов 5946 (27%)
- https://santech-info.ru/vodosnabzhenie/pajka-polipropilenovyx-trub.html: использовано 3 блоков из 7, кол-во символов 4453 (20%)
 (Пока оценок нет) (Пока оценок нет) |


