
Сварка полипропилена – один из способов соединения водопроводных и канализационных коммуникаций. При этом получают герметичные стыки, т. к. происходит сшивка изделий на молекулярном уровне. Если пайка полипропиленовых труб выполнена правильно, срок службы системы водоснабжения или водоотведения многократно увеличивается.
Источник: https://vodatyt.ru/plastikovye-truby/svarka-polipropilena.html
Содержание
- 1 Ошибка, связанная с водой и грязью на соединяемых изделиях
- 2 Основные этапы технологии сварки полипропиленовых труб
- 3 Специфика пайки труб из полипропилена
- 4 Соединение труб пайкой с армированием
- 5 Основные ошибки, совершаемые в процессе сварки полипропиленовых труб
- 5.1 Неаккуратность: грязь или влага на стыках труб
- 5.2 Нарушение временных интервалов основных этапов сварки: недостаточный прогрев или избыточный перегрев
- 5.3 Экономия на качестве материала труб: использование непригодного, бывшего в употреблении материала, труб низкого качества и фитингов от разных производителей
- 5.4 Нарушение механических монтажных процессов
- 5.5 Чрезмерная надежда на собственные силы
- 6 Влияние ошибок на качество сварки
- 7 Ошибка, связанная с несоблюдением правил установки
- 8 Полезные советы
Ошибка, связанная с водой и грязью на соединяемых изделиях
Профессиональный установщик обязательно протирает все скрепляемые детали перед началом работ, чтобы удалить загрязнения на поверхности. Следует также тщательно вымыть пол в помещении, где производится сварка, ведь трубы кладутся на пол, а на них снова может попасть грязь. При демонтаже сломанной трубы зачастую можно найти четкий след от грязи по всей длине соединения.
Остаток жидкости в трубе может стать роковым для соединения. Несколько капель во время нагревания превращаются в пар, материал деформируется и теряет надежность. Чтобы удалить жидкость из трубы, необходимо набить в неё измятый хлебный мякиш или затолкать обычную соль. После окончания работ трубу нужно тщательно промыть. Соединение, выполненное с такими недоработками, может оставаться надежным даже во время опрессовки, но спустя некоторый период времени (нередко даже целый год) течь в любом случае появится. Данная ошибка встречается при пайке стабилизированных труб, если фольга была удалена небрежно с промежуточного слоя. Даже крошечный кусочек фольги в месте скрепления отдельных частей значительно ухудшит качество монтажа.
Чистыми должны быть не только изделия, но и паяльник. Мастеру нужно своевременно удалять частички расплавленного полипропилена с нагревательных элементов оборудования, иначе они могут попасть на следующий участок конструкции.
Источник: http://glawtruba.ru/operacii-s-trubami/oshibki-pri-pajke-polipropilenovyx-trub.html
Основные этапы технологии сварки полипропиленовых труб
Разогрев материала труб
Инструмент, необходимый монтажнику для создания соединений, – это специальный паяльник с регулятором температуры или без него. Для обеспечения надежного сцепления необходима температура нагрева, приближенная к 260 градусам. Рекомендуемое оптимальное время прогревания полипропилена зависит от диаметра труб: 20 мм – 8 сек, 25 мм – 10 сек, 32 мм – 12 сек и т.п. При перегреве возникают оплывы полипропилена, и, как следствие, нарушается проходимость труб. Соответственно, недогрев может привести к непрочности соединения, т.е. со временем такой дефект ведет к протеканию в месте фиксации труб.
Соединение труб и фитингов
Пока разогретый материал труб сохраняет пластичность, необходимо качественно, без перекосов состыковать полипропиленовые трубы, после этого уложить их на ровную поверхность.
Остывание готового стыка
Время для остывания приблизительно равно времени разогрева полипропиленовых труб с учетом диаметра труб. Сокращение временного периода может впоследствии привести к деформации стыка труб.
Источник: https://www.ppr.by/chastye-promahi-pri-122
Специфика пайки труб из полипропилена
Сварка полимерных изделий выполняется с использованием технологии, которая реализуется благодаря применению свойств материалов. Полипропилен отличается пластичностью. Однако такое свойство изделия из ПП приобретают при изменении температуры. Ее повышение до некоторого уровня способствует размягчению материала.
Остывание разогретого стыка трубы тоже происходит быстро. По этой причине время пайки/спайки сокращается. Если выполнять действия по соединению коммуникаций медленно, качество стыка снижается. В этом случае сложно обеспечить герметичность шва.

Раструбное или муфтовое соединение

Пайка полипропиленовых труб и фитингов

Крепление для запорной арматуры

Стыковая пайка труб большого диаметра
Сварка труб из полипропилена возможна благодаря свойствам этого материала. Температура плавления – от +149°С. Для пайки полипропилена используют паяльники. Они обеспечивают прогрев изделий из ПП до уровня +320°С, однако в домашних условиях применяется менее интенсивный режим работы (до +300°С).
Нельзя воздействовать на трубы ПП источником тепла, прогретым до критических температур. Также не рекомендуется слишком долго воздействовать на трубу паяльником. В таких условиях материал теряет свойства, изделия в результате сомнутся.
Общее описание технологии
 Процесс сварки ППР труб имеет название – полифузная.
Процесс сварки ППР труб имеет название – полифузная.
Существует 2 метода фиксации коммуникаций:
- муфтовый;
- стыковой.
Первая из технологий сварки полипропиленовых труб своими руками для начинающих подходит больше, т. к. требует меньше сноровки. Работу можно выполнить, даже если ранее монтаж трубопровода таким способом не производился.
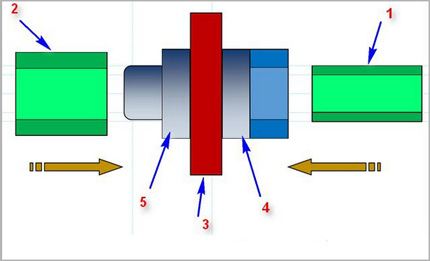 Муфтовая спайка: 1 – труба полипропиленовая, 2 – муфта, 3 – нагретая часть паяльника, 4 и 5 – насадки (болванки)
Муфтовая спайка: 1 – труба полипропиленовая, 2 – муфта, 3 – нагретая часть паяльника, 4 и 5 – насадки (болванки)
В основе муфтового метода – необходимость применения специальных соединительных элементов, которые полностью обхватывают торцевую часть коммуникаций. Внутри муфты находится соединительный шов 2 изделий. Для водопровода в бытовых условиях такой способ монтажа подходит больше.
Если нет возможности использовать фасонную деталь, можно сделать подобие ее. Для этого применяют прямолинейный участок коммуникаций, подрезают его. Учитывают, что в фитинг изделия заводятся с 2 сторон на некоторую глубину. Муфтовый метод применяется для стыковки коммуникаций диаметром до 63 мм.
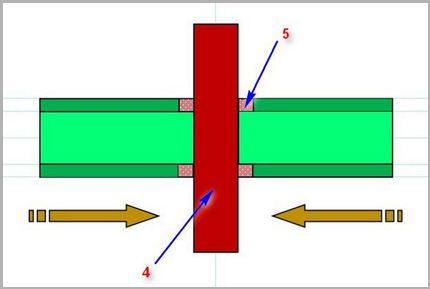 Прямая спайка: 4 – нагретый блин паяльника, 5 – область пластиковой трубы, проходящая плавление.
Прямая спайка: 4 – нагретый блин паяльника, 5 – область пластиковой трубы, проходящая плавление.
Прямой способ фиксации предполагает необходимость нагрева только торцевых участков труб. При этом не используют фитинг, шовное соединение ничем не закрывается. Такая технология применяется для сварки полипропиленовых труб большого диаметра, в быту используется редко.
Недостаток этого варианта заключается в сложности правильно расположить коммуникации в соответствии с осью. Даже небольшие отклонения в стороны могут привести к замедлению тока жидкости по трубопроводу. Для монтажа прямым методом дополнительно используют систему центровки.
Источник: https://vodatyt.ru/plastikovye-truby/svarka-polipropilena.html
Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Галерея изображений
Фото из
Швейер — инструмент для подготовки армированных ПП труб
Удаление двух наружных слоев
Подготовленная к пайке полипропиленовая труба
Обработка перед пайкой неармированной ПП трубы
Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой расположен в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.

Ещё одно приспособление – торцеватель, нужное для сварки армированных труб. Как правило, торцеватель применяется на трубах, структура стенки которых содержит армированный слой в центральной области
Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Источник: https://sovet-ingenera.com/santeh/trubodel/pajka-polipropilenovyx-trub.html
Основные ошибки, совершаемые в процессе сварки полипропиленовых труб
Неаккуратность: грязь или влага на стыках труб
Необходимо создать «чистую зону» для спайки полипропиленовых фитингов и труб. На полу помещения, где монтируются изделия, не должно быть неубранного мусора, грязи.
Удаление влаги перед соединением, обязательно, так как при нагревании происходит парообразование, что приведет к дальнейшей деформации и потере прочности полипропилена. Не менее опасны пузырьки пара, оставшиеся внутри сварного шва. Они являются причиной уменьшения толщины стенки и снижения реального давления, которое может выдержать линия.
С инструмента для пайки своевременно нужно счищать остатки полипропилена, чтобы не засорять ими последующее соединение.
Нарушение временных интервалов основных этапов сварки: недостаточный прогрев или избыточный перегрев
Неопытность мастера, спешка или затягивание на этапе соединения прогретых полипропиленовых труб повышают возможность деформации, снижают целостность соединения.
Преждевременное удаление возникших оплывов также может привести к нарушению прочности стыка. Соблюдение рекомендуемых временных интервалов разогрева, с учетом диаметра полипропиленовых труб, исключит их образование.
Экономия на качестве материала труб: использование непригодного, бывшего в употреблении материала, труб низкого качества и фитингов от разных производителей
Первое, чего наверняка стоит избежать, это приобретения полипропиленовых труб сомнительного качества у непроверенных фирм-продавцов. Второе – рисковать с несертифицированным в РБ товаром. Дешевый материал редко приводит к реальной экономии, а вот к существенным затратам на ремонт и даже переделку всей инженерной сети – запросто.
Фитинги и трубы должны быть от одного поставщика и одного производителя, так как химический состав их материала не абсолютно одинаков, что может привести к образованию непрочных соединений при сварке.
Сертификация труб – это дополнительное подтверждение безопасности материала. Свидетельство о прохождении этой процедуры будет дополнительным гарантом того, что материал соответствует белорусским нормам, сможет выдержать определенное давление и температуру, не будет выделять при этом вредных веществ.
Нарушение механических монтажных процессов
Введение трубы в фитинг не до внутреннего упора образует пустоту, в которой диаметр трубы меньше диаметра стенки. При эксплуатации такого участка, даже с обычными нагрузками, может возникнуть течь.
Превышенное усилие при вводе прогретого стыка трубы в фитинг, может привести к внутренним оплывам, следовательно, уменьшению внутреннего сечения трубы.
Фитинг, поврежденный во время работы, не пригоден к дальнейшему использованию. Его нужно вырезать и заменить другим. Не стоит пытаться «вычистить» из него остатки полипропилена и повторно сваривать с трубой.
Чрезмерная надежда на собственные силы
Для стыковок, поворотов, переходов применяются специальные фитинги, а не те, что остались не у дел. Попытки сварить нужный фитинг из остатков труб не приведут ни к чему хорошему. При создании фасонных элементов производится определенный конструкторский расчет, гарантирующий стойкость участка даже при давлении, превышающем номинальное вдвое. Только с такими составляющими будущий трубопровод прослужит больше полувека. Применение же «рукотворных» отводов и тройников чревато порывами линии в самый неподходящий момент.
Источник: https://www.ppr.by/chastye-promahi-pri-122
Это интересно: Пайка полипропиленовых труб: разбираемся как правильно паять
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.

Пример дефекта пайки, полученного в результате ошибочных действий. Мастер чрезмерно нагрел пластиковую трубу, которая, в свою очередь, деформировалась изнутри
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.

Распространенная ошибка при пайке полипропиленовых труб – неплотное вхождение конца патрубка внутрь раструба. Труба должна входить до границы ободка или разметочной линии
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Источник: https://sovet-ingenera.com/santeh/trubodel/pajka-polipropilenovyx-trub.html
Какой паяльник применить
Для любительской пайки своими руками сгодится незамысловатый, недорогой паяльник мощностью от 800 Вт. Но самый дешевый лучше не покупать, там скорее всего слишком много будет недочетов, и он, наверное, быстро перегорит, развалится например, отломается ручка!
Источник: http://stroy-block.com.ua/santehnika/520-tipichnye-oshibki-pri-payke-plastikovyh-trub.html
Ошибка, связанная с несоблюдением правил установки
Низкое качество пайки труб из полипропилена зачастую вызвано различными ошибками во время соединения труб и фитингов. К примеру, если трубы была введена в фитинг не полностью, между внутренним упором фитинга и ее краем может образоваться зазор. В результате появится место, где толщина стенки меньше, а внутренний диаметр больше, чем это планировалось. Расчетное давление функционирования для такого участка будет слишком низким, рабочие нагрузки могут стать здесь чрезмерными, что приведет к образованию протечки.
Недопустимо применение слишком больших усилий при введении разогретой поверхности трубы в фитинг. В таком случае внутри может образоваться оплыв больших размеров. Это приведет к снижению проходимости трубопровода, чем это было раньше, что негативно скажется на эффективности системы.
Нередко причиной нарушений может стать человеческая халатность или лень. К примеру, поврежденный в процессе сварки труб фитинг необходимо сразу заменить на новый. Если нужной детали не оказалось под рукой, монтажеры-дилетанты могут просто впаять фитинг встык с трубой. Некоторое время такое соединение продержится, но затем проблему протечки придется решать.
Источник: http://glawtruba.ru/operacii-s-trubami/oshibki-pri-pajke-polipropilenovyx-trub.html
Как паять (сваривать)
Лучше один раз увидеть.
Важно не перегревать детали и не слишком большое усилие к ним прилагать. А также должны быть сделаны отметки глубины на трубах, на которую можно их заводить в фитинги.
Источник: http://stroy-block.com.ua/santehnika/520-tipichnye-oshibki-pri-payke-plastikovyh-trub.html
Полезные советы
Чтобы работы была произведена качественно и вовремя, есть смысл придерживаться следующих инструкций, которые помогут при работе:
- Трубы и соединительные детали должны быть произведены одной из той же компаний. В этом случае нельзя экономить и приобретать бюджетные фитинги и дорогие трубы или наоборот. Это очень важно, так как температура плавления у изделий может оказаться разной, что чревато для надежности готовой системы;
- Паяльник должен нагреваться до температуры 260 градусов Цельсия, при этом нельзя повышать температуру элемента для экономии времени. Пара минут времени «не сделают погоды», а вот вероятность повреждения материала увеличится;
- Соединительные элементы нужно обезжирить и тщательно отчистить от загрязнений. Даже малейшие части грязи могут нарушить качество крепления;
- Перед началом пайки и монтажа при отсутствии опыта в подобных работах лучше сперва попрактиковаться на отрезках трубы, чтобы «набить руку» и понять, сколько усилий нужно прилагать. Недостаточное или слишком большое усилие является одной из самых распространенных ошибок;
- Если вы хотите соорудить качественную систему, нельзя экономить. Не стоит приобретать дешевые материалы, инструменты и оборудование. Качественная продукция прослужит намного дольше.
- Работу по пайке нельзя осуществлять при температуре воздуха ниже +5 градусов Цельсия. В таком случае эффективность процесса ощутимо снижается, соединения становятся хрупкими и требуют большего нагрева соединительных элементов. Это опасно излишним плавлением и деформированием изделий.
Кроме организационных проблем и ошибок при проектировке конструкции трубопровода, монтаж труб из полипропилена зависит исключительно от человеческого фактора при пайке. В наших силах повлиять и на время соединения и на температуру нагрева изделий, поэтому остается быть аккуратным и внимательным.
Источник: http://glawtruba.ru/operacii-s-trubami/oshibki-pri-pajke-polipropilenovyx-trub.html
Что могут сказать специалисты о теории недочетов с практической точки зрения
Чаще всего при пайке труб из полипропилена нарушается температурный режим. Рекомендованная температура 260 — 270 градусов. Но как ее определить?
Это является наибольшей сложностью.
Европейские производители полифузов дают своему детищу инструкцию типа: »С помощью контактного термометра установить, что паяльник разогрет до нужной температуры, после чего приступать к работе».
Т.е. регулятор температуры паяльника даже европейские производители сами не могут назвать таким, который точно задает температуру. Что тогда говорить о китайских приборах или кооперативных?
Далее — в каких направлениях ошибаются монтажники, выполняя чудесную сборку…
Источник: http://stroy-block.com.ua/santehnika/520-tipichnye-oshibki-pri-payke-plastikovyh-trub.html
Перегрев и излишние усилия на соединении
Происходит следующее — перегрев соединяемых деталей, излишне большие усилия к соединяемым деталям, прокручивание при соединении. В результате внутреннее сечение деталей заужается из-за наплывов выдавленного материала. Снаружи соединение подозрений не вызывает.
Если подобное происходит в системе отопления, то зимой под нагрузкой выясниться, что один радиатор или целая ветка окажутся более холодными. Придется обрезать и искать узкое место.
Источник: http://stroy-block.com.ua/santehnika/520-tipichnye-oshibki-pri-payke-plastikovyh-trub.html
Недостаточный нагрев деталей
Недостаточный разогрев не обеспечит качественной диффузии. Соединение может дать течь, если не сразу, то в процессе эксплуатации.
Самое интересное, что под воздействием скачков давление, последовательных тепловых расширений, вибрации, происходит постепенное разрушение общего некачественного слоя сплавленных деталей.
Течь может появиться и через несколько лет. Или через несколько месяцев. При этом снаружи соединение как новенькое, пока с него не потечет вода.
Источник: http://stroy-block.com.ua/santehnika/520-tipichnye-oshibki-pri-payke-plastikovyh-trub.html
Отчего могут возникнуть нарушения в готовом изделии…
- Разворот уже соединенных деталей на нужный угол — наиболее типичная ситуация работы «спустя рукава» или неопытными руками.
- Банальный перегрев почему то… Собственно градусника и нет никогда. Заплавление пропускного сечения.
- Работник просто торопится, паяльник не успевает прогреться. Или отключается электричество, чего не замечают…
Неопытность работника при неправильной работе регулятора температуры на приборе, — наиболее опасная для производства ситуация, так как можно сделать брак из целой кучи деталей на кругленькую сумму…
- Соединение разогретого конца трубы с холодной стороной фитинга. В спешке бывает и такое.
- Выполнение работ при температуре воздуха ниже 5 градусов С.
Правила не рекомендуют сваривать полипропилен при температуре +5 град С и ниже, если это произойдет, то о надежности соединений говорить не приходится.
- Перед началом пайки алюминиевая фольга должна быть удалена с торца трубы, т.е. выполняется торцевание трубы. Не редко, торцевание не делается, происходит расслоение трубы, коррозия алюминия, выход соединения со строя.
- Согласно инструкции все свариваемые поверхности должны быть чистыми, обеспыленными и обезжиренными. В противном случае в свариваемом шве окажется не надежное место. И это не редкость — пайка загрязненных, жирных деталей.
Источник: http://stroy-block.com.ua/santehnika/520-tipichnye-oshibki-pri-payke-plastikovyh-trub.html
Почему не доверяют полипропилену
Ответ на поверхности, — потому что нельзя проконтролировать качество соединения. С виду все соединения нормальные.
Невозможно дать точную гарантию клиенту на этот трубопровод.
Не обеспечивается контроль со стороны специалиста за качеством работы монтажника, так как ничего нельзя сказать о действительном качестве.
Чтобы проверить качество полипропиленнового соединения, его можно только разрезать. Или просвечивать в лаборатории.
Источник: http://stroy-block.com.ua/santehnika/520-tipichnye-oshibki-pri-payke-plastikovyh-trub.html
Так сваривать или выбросить?
Но стоит ли принимать подобное слишком близко к сердцу домашнему мастеру?
Для многих гораздо важнее, что полипропилен стоит копейки, его можно всегда дешево переделать, если он на виду.
Выполняя сварку внимательно, стараясь не перегревать, чтобы не перекрывать сечения, всегда можно рассчитывать на то, что дешевый трубопровод окажется и самым лучшим и долговечным….
Миллионы фрагментов трубопроводных сетей из полипропилена, сваренных подобным образом, радуют потребителей по всему миру, есть очень большой шанс оказаться в рядах этих счастливцев…
Источник: http://stroy-block.com.ua/santehnika/520-tipichnye-oshibki-pri-payke-plastikovyh-trub.html
Количество использованных доноров: 5
Информация по каждому донору:
- https://vodatyt.ru/plastikovye-truby/svarka-polipropilena.html: использовано 2 блоков из 5, кол-во символов 3260 (13%)
- https://sovet-ingenera.com/santeh/trubodel/pajka-polipropilenovyx-trub.html: использовано 2 блоков из 5, кол-во символов 4465 (18%)
- http://glawtruba.ru/operacii-s-trubami/oshibki-pri-pajke-polipropilenovyx-trub.html: использовано 5 блоков из 6, кол-во символов 5800 (24%)
- http://stroy-block.com.ua/santehnika/520-tipichnye-oshibki-pri-payke-plastikovyh-trub.html: использовано 10 блоков из 11, кол-во символов 6379 (26%)
- https://www.ppr.by/chastye-promahi-pri-122: использовано 2 блоков из 3, кол-во символов 4536 (19%)
 (Пока оценок нет) (Пока оценок нет) |



