
Техническая документация — это своеобразная книга для конструкторов, проектировщиков, инженеров, мастеров и рабочих. Составляется (пишется) по определенным правилам и требованиям. Это требуется для правильного понимания изложенной информации. Одна из областей технического текста — обозначение сварных швов на чертежах.
Источник: https://WikiMetall.ru/metalloobrabotka/oboznachenie-svarochnyih-shvov-na-chertezhah.html
Содержание
- 1 Что такое сварной стык
- 2 1. ИЗОБРАЖЕНИЕ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
- 3 Разбираем квадраты №2 и 3, виды швов по ГОСТам
- 4 Оформление
- 5 Настоящий стандарт устанавливает условные изображения и обозначения швов сварных соединений в конструкторских документах изделий всех отраслей промышленности, а также в строительной документации, в которой не использованы изображения и обозначения применяемые в строительстве.
- 6 3. УПРОЩЕНИЯ ОБОЗНАЧЕНИЙ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
- 7 Подпись
- 8 Примеры условных обозначений
- 9 Сводная таблица
- 10 ПРИЛОЖЕНИЕ 2 (справочное). ПРИМЕР УСЛОВНОГО ОБОЗНАЧЕНИЯ НЕСТАНДАРТНОГО ШВА СВАРНОГО СОЕДИНЕНИЯ
- 11 Правила оформления
- 12 Обозначения стыков на схеме
Что такое сварной стык
Сварочный процесс — технологическая операция образования монолитного соединения. Зона, где происходило расплавление и застывание материала стыкуемых деталей, называется сварным швом.
Виды
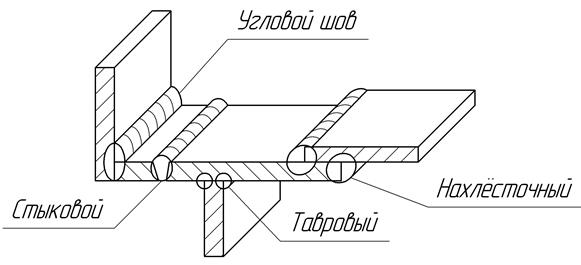
Сварной стык подразделяется:
- Стыковой. Соединение образовано по торцевым поверхностям деталей. Осуществляется с обработкой кромок и без оного. Маркировка «С».
- Нахлесточный. Плоскости деталей параллельны друг другу и частично заходят одна на другую. Маркировка «Н».
- Тавровый. Торец детали примыкает к плоскости другой детали под углом. Шов располагается вдоль стыка. Маркировка «Т».
- Угловой. Основные плоскости стыкуемых деталей в зоне сварки расположены под углом друг к другу. Маркировка «У».

- Торцовый. Полуфабрикат прижат боковыми поверхностями. Шов образован наплавлением металла на торцы изделий.
Шов выполняется:
- Односторонний. Наплавление осуществляется с одной из сторон соединения (стыка).
- Двусторонний. Обработка происходит с двух сторон.
Необходимость обозначения сварки
Любая конструкция состоит из отдельных деталей (узлов), соединенных между собой тем или иным способом. Один из них — сварка. Стык обладает своими характеристиками, влияющими на работоспособность изделия в целом.
Обозначение сварки на чертеже — это пояснение способа стыковки, формы шва и его геометрические параметры, способ выполнения и другая дополнительная информация. Грамотный инженер почерпнет дополнительные сведения:
- о прочности — соединение сплошное или прерывистое; кроме этого, в зоне шва образуются термические напряжения;
- о размерах и форме наплавленного металла;
- герметичности стыка;
- время выполнения соединения — до монтажа или в его процессе, и другое.
Источник: https://WikiMetall.ru/metalloobrabotka/oboznachenie-svarochnyih-shvov-na-chertezhah.html
Это интересно: Как врезать трубу электросваркой?
1. ИЗОБРАЖЕНИЕ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
1.1. Шов сварного соединения, независимо от способа сварки, условно изображают:
видимый — сплошной основной линией (черт.1а, в);
невидимый — штриховой линией (черт.1г).
Черт.1-4
Черт.1
Видимую одиночную сварную точку, независимо от способа сварки, условно изображают знаком «+» (черт. 1б), который выполняют сплошными линиями (черт.2).
Черт.2
Невидимые одиночные точки не изображают.
От изображения шва или одиночной точки проводят линию-выноску, заканчивающуюся односторонней стрелкой (см. черт.1). Линию-выноску предпочтительно проводить от изображения видимого шва.
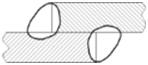
1.2. На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их необходимо обозначать прописными буквами русского алфавита (черт.3).
Черт.3
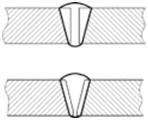
1.3. Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу (черт.4).
Черт.4
Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва — сплошными тонкими линиями.
Источник: http://docs.cntd.ru/document/gost-eskd-2-312-72
Разбираем квадраты №2 и 3, виды швов по ГОСТам
Вариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о ручной дуговой сварке.
Чем знаменит второй стандарт: он был написан много лет назад – в 1981 году, и это было сделано так грамотно, что этот документ отлично работает до сих пор.
Пример чертежа сварных швов по ГОСТ.
Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:

Варианты изображения сварных швов на чертежах.
Соединения ручного дугового способа по ГОСТу 5264-80:
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
Соединения сварки в защитных газах по ГОСТу 14771-76:
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте.
Источник: https://tutsvarka.ru/vidy/oboznachenie-svarki-na-chertezhah-po-gost
Оформление
Документ оформляется организацией, ведущей монтажные работы. Он составляется на производственно- техническим отделом на основании проектной и рабочей документации, передаваемой монтажникам от заказчика или непосредственно от проектанта, если это предусмотрено договором.
 На основании 3D модели объекта, представленной проектантом, техотдел начинает формирование схемы сварных швов.
На основании 3D модели объекта, представленной проектантом, техотдел начинает формирование схемы сварных швов.
Одновременно с составлением схемы готовятся и другие сопутствующие документы:
- сводная таблица стыков;
- акты выполнения сварщиками пробных швов и присвоения им личного клейма;
- акты выполнения сварных работ.
Без полного комплекта документов объект не может быть принят в эксплуатацию
Источник: https://svarka.guru/sertifikatsiya-i-obuchenie/pravila-oformleniya-shemy-stykov-truboprovodov.html
Настоящий стандарт устанавливает условные изображения и обозначения швов сварных соединений в конструкторских документах изделий всех отраслей промышленности, а также в строительной документации, в которой не использованы изображения и обозначения применяемые в строительстве.
Изображение швов сварных соединений
Условное обозначение швов сварных соединений
Упрощенное обозначение швов сварных соединений
Примеры условных обозначений швов сварных соединений
Шов сварного соединения, независимо от способа сварки, условно изображают:
видимый — сплошной основной линией (рис. 1Р°, РІ);
невидимый — штриховой линией (рис. 1Рі);
Видимую одиночную сварную точку, не зависимо от способа сварки, условно изображают знаком «+» (рис.1Р±), который выполняют сплошными сплошными линиями (рис. 2).
Невидимые одиночные точки не изображают.
От изображения шва или одиночной точки проводят линию-выноску, заканчивающуюся односторонней стрелкой (см. рис. 1). Линию-выноску предпочтительно проводить от видимого шва.
|
а) |
б) |
в) |
г) |
|
Рисунок 1. Условное изображение сварного соединения |
|||
|
Рисунок 2. Условное изображение |
На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их необходимо обозначить прописными буквами русского алфавита (рис. 3). Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображаются с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу (рис. 4). Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва — сплошными тонкими линиями. |
|
Рисунок 3. Изображение сечения многопроходного шва |
Рисунок 4. Изображение нестандартного шва |
Вспомогательные знаки для обозначения сварных швов приведены в таблице 1.
В условном обозначении шва вспомогательные знаки выполняют сплошными тонкими линиями.
Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
Таблица 1. Вспомогательные знаки для обозначения сварных швов.
Примечание:
1. Залицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Структура условного обозначения стандартного шва или одиночной сварной точки приведена на схеме (рис.5).
Знак выполняют сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва.
|
Рисунок 5. Структура условного обозначения стандартного шва |
Структура условного обозначения нестандартного шва или одиночной сварной точки приведена на схеме (рис. 6)
| Рисунок 6. Структура условного обозначения нестандартного шва или одиночной сварной точки |
В технических требованиях чертежа или таблицы швов указывают способ сварки, которым должен быть выполнен нестандартный шов.
Условное обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны (рис. 7Р°);
б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (рис. 7Р±).
|
а) с лицевой стороны |
б) с оборотной стороны |
|
Рисунок 7, Условное обозначение сварного шва |
|
|
а) с лицевой стороны |
б) с оборотной стороны |
| Рисунок 8. Обозначение шероховатости механически обработанной поверхности шва | |
|
Рисунок 9. Обозначение контрольного комплекса |
Обозначение шероховатости механически обработанной поверхности шва наносят на полке или под полкой линии-выноски после условного обозначения шва (рис.8), или указывают в таблице швов, или приводят в технических требованиях чертежа, например: «Параметр шероховатости поверхности сварных швов …» Примечание. Содержание и размеры граф таблицы швов настоящим стандартом не регламентируется. Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией-выноской (рис. 9) |
В технических требованиях или в таблице швов на чертеже приводят ссылку на соответствующий нормативно-технический документ.
Сварочные материалы указывают на чертеже в технических требованиях или таблице швов.
Допускается сварочные материалы не указывать.
При наличие на чертеже одинаковых швов обозначение наносится у одного из изображений, от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают одинаковый номер, который наносят:
а) на линии-выноске, имеющей полку с нанесенным обозначением шва (рис. 10Р°);
б) на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с лицевой стороны (рис. 10Р±);
в) на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны (рис. 10РІ);
Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением шва (см. рис. 10Р°).
|
а) |
б) |
в) |
|
Рисунок 10. Обозначение одинаковых швов |
||
|
Примечание. Швы считаются одинаковыми, если: одинаковы их типы и размеры конструктивных элементов в поперечном сечении; к ним предъявляются одни и те же требования. |
||
При наличии на чертеже швов, выполненных по одному и тому же стандарту, обозначение стандарта указывают в технических требованиях чертежа (запись по типу: «Сварные швы … по …») или таблице.
Допускается не присваивать порядковый номер одинаковым швам, если все швы на чертеже одинаковы и изображены с одной стороны (лицевой или обратной). При этом швы, не имеющие обозначения, отмечают линиями-выносками без полок (рис. 11).
| Рисунок 11. Обозначение швов с помощью линий-выносок |
На чертеже симметричного изделия, при наличии на изображении оси симметрии, допускается отмечать линиями-выносками и изображать швы только на одной из симметричных частей изображения изделия.
На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми швами, эти швы допускается отмечать линиями-выносками и обозначать только у одного из изображений одинаковых частей (предпочтительно у изображения, от которого приведена линия-выноска с номером позиции)
Допускается не отмечать на чертеже швы линиями-выносками, а приводить указания о сварке записью в технических требованиях чертежа, если эта запись однозначно определяет места сварки, способы сварки, типы швов сварных соединений и размеры их конструктивных элементов в поперечном сечении и расположение швов.
Одинаковые требования ко всем швам или группе швов, приводят один раз — в технических требованиях или таблице швов.
|
Характеристика шва |
Форма поперечного сечения шва |
Условное обозначение шва, изображенного на чертеже |
|
|
с лицевой стороны |
с оборотной стороны |
||
|
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний, выполняемый дуговой ручной сваркой при монтаже изделия. Усиление снято с обеих сторон. Параметр шероховатости шва: — с лицевой стороны — Rz 20 мкм; — с оборотной стороны Rz 80 мкм |
|||
|
Шов углового соединения без скоса кромок, двусторонний, выполняемый автоматической сваркой под флюсом по замкнутой линии |
|||
|
Шов углового соединения со скосом кромок, выполненный электрошлаковой сваркой проволочным электродом. |
|||
|
Шов точечный соединения внахлестку, выполненный дуговой сваркой в инертном газе плавящимся электродом. Расчетный диаметр точки 9 мм. |
|||
|
Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке, выполненный сваркой нагретым газом с присадкой |
|||
|
Одиночные сварные точки соединения внахлестку, выполненные дуговой сваркой под флюсом. Диаметр электрозаклепки-11мм. Усиление должно быть снято. Параметр шероховатости обработанной поверхности Rz 80 мкм. |
___________________ |
||
|
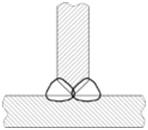
Шов таврового соединения без скоса кромок, двусторонний, прерывистый с шахматным расположением, выполняемый дуговой ручной сваркой в защитных газах неплавящимся металлический электродом по замкнутой линии. Катет шва 6 мм. Длина провариваемого участка 50 мм. Шаг 100 мм. |
|||
|
Одиночные сварные точки соединения внахлестку, выполняемые контактной точечной сваркой. Расчетный диаметр точки 5 мм. |
|||
|
Шов соединения внахлестку прерывистый, выполняемый контактной шовной сваркой. Ширина шва 6 мм. Длина провариваемого участка 50 мм. Шаг 100 мм. |
|
||
|
Шов соединения внахлестку без скоса кромок, односторонний, выполняемый дуговой полуавтоматической сваркой в защитных газах плавящимся электродом. Шов по незамкнутой линии. Катет шва 5 мм. |
|
||
ПРИМЕР УСЛОВНОГО ОБОЗНАЧЕНИЯ НЕСТАНДАРТНОГО ШВА
СВАРНОГО СОЕДИНЕНИЯ
| Характеристика шва | Условное изображение и обозначение шва на чертеже |
|
Шов соединения без скоса кромок, односторонний, выполненный ручной дуговой сваркой при монтаже изделия |
Примечание. В технических требованиях делают следующее указание: «Сварка ручная дуговая».
Источник: https://graph.power.nstu.ru/wolchin/umm/eskd/eskd/GOST/2_312.htm
Это интересно: Памятка начинающим сварщикам (видео)
3. УПРОЩЕНИЯ ОБОЗНАЧЕНИЙ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
3.1. При наличии на чертеже швов, выполняемых по одному и тому же стандарту, обозначение стандарта указывают в технических требованиях чертежа (запись по типу: «Сварные швы… по…») или таблице.
3.2. Допускается не присваивать порядковый номер одинаковым швам, если все швы на чертеже одинаковы и изображены с одной стороны (лицевой или оборотной). При этом швы, не имеющие обозначения, отмечают линиями-выносками без полок (черт.11).
Черт.11
Черт.11
3.3. На чертеже симметричного изделия, при наличии на изображении оси симметрии, допускается отмечать линиями-выносками и обозначать швы только на одной из симметричных частей изображения изделия.
3.4. На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми швами, эти швы допускается отмечать линиями-выносками и обозначать только у одного из изображений одинаковых частей (предпочтительно у изображения, от которого приведена линия-выноска с номером позиции).
3.5. Допускается не отмечать на чертеже швы линиями-выносками, а приводить указания по сварке записью в технических требованиях чертежа, если эта запись однозначно определяет места сварки, способы сварки, типы швов сварных соединений и размеры их конструктивных элементов в поперечном сечении и расположение швов.
3.6. Одинаковые требования, предъявляемые ко всем швам или группе швов, приводят один раз — в технических требованиях или таблице швов.
Источник: http://docs.cntd.ru/document/gost-eskd-2-312-72
Подпись
Схема расположения сварных стыков трубопровода должна быть заверена подписями следующих должностных лиц:
- прораб, непосредственно отвечающий за выполнение сварочных работ на объекте;
- начальник производственно- технического отдела;
- главный инженер;
- сварщики, выполнившие работы, с указанием номера их личного клейма.
Заполненный и заверенный документ должен быть согласован с организацией-проектантом.
С ней также необходимо согласовывать все встретившиеся в результате контроля отклонения от проектных параметров, таких, как размеры и уклоны. Заверенная запись об отсутствии отклонений либо о согласовании их делается на формуляре. Если отклонений много, возможно согласование их отдельным актом. Тогда на документе приводится ссылка на номер и дату этого документа
Источник: https://svarka.guru/sertifikatsiya-i-obuchenie/pravila-oformleniya-shemy-stykov-truboprovodov.html
Примеры условных обозначений
Чтобы вам было понятнее, и вы смогли быстрее разобраться во всех обозначениях, мы приведем несколько простых и наглядных примеров. Итак, начнем.
Пример №1

На картинке выше вы видите стыковой шов, у которого одна кромка имеет криволинейный скос. Само соединение двустороннее, сделано методом ручной дуговой сварки. С обеих сторон нет усиления. С лицевой стороны шероховатость шва равна Rz 20 мкм, а с оборотной —Rz 80 мкм.
Пример №2

Здесь вы можете видеть, что шов угловой и двусторонний, у него нет ни скосов, ни кромок. Это соединение выполнено автоматической сваркой и с использованием флюса.
Пример №3

Тут у нас снова стыковой шов, но уже без скосов или кромок. Соединение одностороннее, с подкладкой. Выполнен шов с использованием нагретого газа и сварочной проволоки.
Пример №4


В четвертом примере шов тавровый, не имеет скосы или кромки. Он прерывистый и выполнен двусторонним методом. Шов как бы в шахматном порядке. Работа выполнена с помощь РДС в среде газа и с использованием неплавящегося металлического стержня. Катет шва равен 6 миллиметров, а длина шва составляет 50 миллиметров, с шагом в 100 миллиметров (обозначается буквой «Z»). t ш — это протяженность шва, а t пр — протяженность шага прерывистого соединения.
Пример №5

В нашем последнем примере шов выполнен нахлестом, не имеет скосов и кромок. Он также односторонний и выполняется ручной дуговой сваркой в среде защитного газа и с применением плавящегося стержня. Сварное соединение выполнено по незамкнутой линии. Катет шва равен 5 миллиметрам.
Источник: https://svarkaed.ru/svarka/shvy-i-soedineniya/chitaem-oboznacheniya-svarnyh-shvov-na-chertezhah.html
Сводная таблица
Документ оформляется по унифицированной форме П27.4, утвержденной Приказом министерства энергетики № 197. Он должен содержать полный список швов, заваренных на объекте.
 Сводная таблица содержит сведения о всех соединениях объекта в форме, удобной для контроля, обобщения и анализа.
Сводная таблица содержит сведения о всех соединениях объекта в форме, удобной для контроля, обобщения и анализа.
Для каждого соединения приводятся следующие данные:
- порядковый номер,
- название узла, к которому он относится;
- сорт стального сплава, из которого изготовлены трубы;
- их диаметр и толщина стенок;
- количество;
- номер, соответствующий обозначению на Схеме.
Если на участке заваривались дополнительные швы, их число и номер приводятся в графе дополнений. Такая таблица позволяет определить общее количество стыков, сгруппировать их по диаметрам, толщинам стенок, необходимости неразрушающего контроля. Это облегчает планирование трудоемкости, потребности в расходных материалах, а также в инструментальном контроле качества соединений.
Источник: https://svarka.guru/sertifikatsiya-i-obuchenie/pravila-oformleniya-shemy-stykov-truboprovodov.html
ПРИЛОЖЕНИЕ 2 (справочное). ПРИМЕР УСЛОВНОГО ОБОЗНАЧЕНИЯ НЕСТАНДАРТНОГО ШВА СВАРНОГО СОЕДИНЕНИЯ
ПРИЛОЖЕНИЕ 2
Справочное
|
Характеристика шва |
Условное изображение и обозначение шва на чертеже |
|
Шов соединения без скоса кромок, односторонний, выполняемый ручной дуговой сваркой при монтаже изделия |
Примечание. В технических требованиях делают следующее указание: «Сварка ручная дуговая».
Электронный текст документа
подготовлен ЗАО «Кодекс» и сверен по:
официальное издание
М.: Стандартинформ, 2010
Источник: http://docs.cntd.ru/document/gost-eskd-2-312-72
Правила оформления
Исполнительная схема сварки трубопровода должна содержать следующую информацию:
- наименование объекта;
- класс трубопровода;
- параметры труб: материал сплава диаметр и толщина стенок;
- транспортируема среда;
- привязку к опорным точкам.
Каждый стык на схеме должен иметь свой уникальный номер. Иногда используется сквозная нумерация сварных соединений на всем проекте, тогда обозначение принимает вид «Э12.123», где до точки находится идентификатор объекта, а после- собственно номер стыка на конкретной схеме.
 Этап формирования схемы сварных соединений из 3D модели. Чертеж упрощается, арматура и оборудование заменяются условными обозначениями.
Этап формирования схемы сварных соединений из 3D модели. Чертеж упрощается, арматура и оборудование заменяются условными обозначениями.
Кроме того, на схеме может обозначаться расстояние между соседними стыками и опорными объектами, такими, как повороты, арматура, опорные металлоконструкции или технологическое оборудование. Это обязательно в двух случаях:
- трубопровод покрывается слоем изоляции;
- участок проходит под землей или скрыт в стенах.
Обозначения при необходимости (например, в случае аварии, планового ремонта или обследования) помогут быстро и без лишних затрат и повреждений конструкций найти место стыка в случае ремонта, не прибегая к дополнительной документации.
Стыки на схематическом чертеже могут быть двух видов:
- поворотные;
- неповоротные.
К поворотным относятся швы, выполняемые сварщиком с поворотом участка трубы вдоль продольной оси на определенный угол. Обычно это угол, кратный 90о. Варят такие швы в положении «снизу». Такие швы получаются более качественными и долговечными, поскольку работа идет в положении, удобном для сварки. Анализ статистических данных показывает, что частота обнаружения дефектов таких швов существенно меньше, чем у неповоротных. сварных соединений.
Неповоротный стык варится без вращения трубы в удобное положение. Наоборот, сварщику приходится перемещаться вслед за швом вокруг трубопровода, в том числе и в невыгодных позициях: швы с положительным и отрицательным уклоном, а также вертикальные и потолочные. При этом приходится несколько раз менять наклон электрода, скорость его ведения, сварочный ток и другие важные режимы работы.
Шов при этом варится в несколько приемов, что отрицательно сказывается на его прочности и долговечности. Работа в таких условиях требует о работника большого опыта, а также высокой квалификации.
Возле каждого стыка указываются данные сварщиков, заваривших его (ФИО, табельный номер или номер личного клейма).
На документе также отмечают соединения, для которых потребуется провести контроль качества неразрушающими средствами (ультразвук, рентген и др.) Для особо важных объектов, связанных с высокими давлениями и температурами, агрессивными средами и другими факторами, контроль проводится для всех стыков.
На схеме расположения сварных стыков указывается стыки, на которых требуется выполнить неразрушающий контроль (ультразвуковой, радиографический). Визуально-измерительному контролю подлежат все стыки.
При оформлении документа используется та же система координат, что и в прочей проектной и рабочей документации.
Важно! Данные схемы и сводная таблица должны совпадать с данными Журнала работ по следующим параметрам:
- номера соединений;
- параметры труб;
- ФИО сварщиков и номера личный клейм
- длительность работ.
Если размеры и уклоны построенного объекта соответствуют проектным значениям, на схеме делается надпись: «Отклонений от проектных параметров нет». В противном случае необходима согласующая эти отклонения надпись проектанта либо ссылка на отдельный документ- акт согласования.
Схема входит в паспорт объекта, оформляется на качественном носителе и с использованием материалов, гарантирующих продолжительное хранение.
После завершения работ проводится проверка всей документации на полноту и правильность оформления и заполнения. После проверки документы сдаются в архив.
Источник: https://svarka.guru/sertifikatsiya-i-obuchenie/pravila-oformleniya-shemy-stykov-truboprovodov.html
Обозначения стыков на схеме
Стыки на схеме обозначаются в соответствии с государственным стандартом ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений», сплошной основной линией.
На выносе делается следующая надпись в виде дроби:
- числитель- номер стыка;
- знаменатель- номер личного клейма сварщика.
Личное клеймо оформляется на каждого сварщика отдельно. В ходе аттестации он заваривает тестовый шов, совпадающий по материалу, диаметру и толщине труб с реальными соединениями на объекте. Такие испытания проводятся в специальных аттестационных центрах, номер личного клейма утверждается приказом по монтажному предприятию.
Источник: https://svarka.guru/sertifikatsiya-i-obuchenie/pravila-oformleniya-shemy-stykov-truboprovodov.html
Количество использованных доноров: 6
Информация по каждому донору:
- http://docs.cntd.ru/document/gost-eskd-2-312-72: использовано 3 блоков из 6, кол-во символов 3148 (11%)
- https://graph.power.nstu.ru/wolchin/umm/eskd/eskd/GOST/2_312.htm: использовано 1 блоков из 2, кол-во символов 11720 (40%)
- https://svarkaed.ru/svarka/shvy-i-soedineniya/chitaem-oboznacheniya-svarnyh-shvov-na-chertezhah.html: использовано 2 блоков из 6, кол-во символов 2338 (8%)
- https://tutsvarka.ru/vidy/oboznachenie-svarki-na-chertezhah-po-gost: использовано 1 блоков из 5, кол-во символов 1995 (7%)
- https://WikiMetall.ru/metalloobrabotka/oboznachenie-svarochnyih-shvov-na-chertezhah.html: использовано 3 блоков из 4, кол-во символов 3354 (11%)
- https://svarka.guru/sertifikatsiya-i-obuchenie/pravila-oformleniya-shemy-stykov-truboprovodov.html: использовано 5 блоков из 8, кол-во символов 6821 (23%)
 (Пока оценок нет) (Пока оценок нет) |



