
Электросварка – технология объединения структуры металлов нагревом и расплавлением электрической дугой. Она получила широкое распространение в самых разных сферах народного хозяйства, включая частный сектор.
По сути, таким методом можно выполнять сваривание между собой любых металлов, учитывая температуру электрической дуги (7000-8000 градусов). Но прежде чем обратиться к этой технологии, придётся изучить, как варить вертикальный шов электросваркой, и разобраться с техникой получения горизонтального шва.
Источник: https://sovet-ingenera.com/santeh/svarka/kak-varit-vertikalnyj-i-gorizontalnyj-shvy-elektrosvarkoj.html
Содержание
- 1 Что такое сварочный инвертор и как он работает
- 2 Подготовка к работе инвертором
- 3 Инструменты и средства защиты для сварки
- 4 Как варить вертикальный шов?
- 5 Виды швов
- 6 Подготовка к процессу
- 7 Сварка тонкого металла инвертором
- 8 Как правильно варить?
- 9 Управление положением электрода
- 10 Отличия прямой и обратной полярности при сварке инвертором
- 11 Основные ошибки новичков
- 12 Как резать металл электродом
- 13 Особенности сварки тонколистовых металлов
- 14 Выводы и полезное видео по теме
Что такое сварочный инвертор и как он работает
Инвертором это устройство назвали потому, что он преобразует переменный ток сети 220 В с частотой 50 Гц, в высокочастотные колебания, а затем — в постоянный ток. При этом устройство имеет высокий КПД: порядка 85-90% и даже при довольно больших нагрузках счетчик «мотает» немного. Во всяком случае, бешеные счета вам оплачивать не придется. Расход будет чуть выше, чем без сварки, но ненамного.

Этот небольшой ящик и есть инверторный сварочный аппарат
Большинство инверторных сварочных аппаратов работают от бытовой сети 220 В (есть аппараты и от 380 В). И это — один из их плюсов. Причем, они практически никак на нее не влияют, т.е. не «садят» напряжение. Насчет соседей будьте спокойны: они и не будут знать, что вы занимаетесь сваркой. Второй немаловажный плюс в том, что они более-менее нормально могут работать и при пониженном напряжении. Нужно, конечно, смотреть в характеристиках, но при 170 В большая их часть еще позволяет работать электродом 3 мм. Это очень важно особенно для сельской местности, где низкое напряжение — скорее норма, чем исключение.
Что еще хорошо для новичков — что дугу при инверторной сварке и получить и удержать легче. И вообще, по мнению многих варит от «мягче» и дуга у него «легче». Так что хотите научится варить — пробуйте сначала инверторной сваркой.
О выборе сварочных инверторов для дома и дачи читайте тут.
Источник: https://stroychik.ru/tools/svarka-invertorjm-dlya-nachinayushhix
Подготовка к работе инвертором
При первом включении, а также при перемещении сварочного инвертора на новое место работы необходимо проверить сопротивление изоляции между корпусом и токоведущими частями, после чего подсоединить корпус к заземлению. Если инвертор долгое время находился в эксплуатации, перед тем как приступить к сварке, нужно обязательно провести его ревизию на предмет скопления пыли во внутреннем пространстве. При повышенной запыленности следует очистить все силовые элементы и блоки управления сваркой с помощью сжатого воздуха с умеренным напором. Для беспрепятственной работы системы принудительной вентиляции аппарата вокруг него должно быть создано свободное пространство на расстоянии не менее полуметра. Запрещается варить устройствами инверторной сварки вблизи мест работы шлифовальных и отрезных машинок, т. к. они создают металлическую пыль, способную вывести из строя силовую часть и электронику инвертора. В случае проведения сварочных работ на открытом пространстве необходимо защитить аппарат от прямого попадания водяных брызг и солнечных лучей. Устанавливаться сварочный инвертор должен на горизонтальной поверхности (либо под углом, не превышающим значение, указанное в паспорте).

Внешний осмотр оборудования
Внешний осмотр сварочного инвертора производится самим сварщиком перед началом каждой рабочей смены. Во время этой процедуры в первую очередь проверяется состояние изолирующих оболочек сварочных и питающего кабелей и в случае необходимости делается их замена или ремонт. Далее проверяется держатель электродов и зажим кабеля массы, а также состояние штекеров и гнезд для подключения к сварочному инвертору. Следующим шагом производится осмотр панели управления сваркой на предмет целостности тумблеров, переключателей, кнопок и индикаторов. Кроме того, определяется общая запыленность аппарата и при необходимости проводится его очистка.
Использование средств защиты
При проведении сварочных работ наибольшую опасность представляет вероятность поражения электрическим током, получение ожогов от разлетающихся капель расплавленного металла и световое воздействие на сетчатку глаза излучением электрической дуги. Кроме того, возможны механические травмы и попадание в дыхательные пути газов, выделяющихся в процессе сварки. Поэтому любой начинающий сварщик, решивший освоить сварочный инвертор, кроме самого аппарата, обязан приобрести комплект средств индивидуальной защиты, а также тщательно изучить правила техники безопасности при выполнении сварочных работ. В стандартный комплект защитных средств сварщика входят маска и искростойкие перчатки, а также спецовка и обувь из негорючих и неплавящихся материалов. Кроме того, в процессе сварки инвертором может потребоваться специальный респиратор, а зачистку заготовок и швов необходимо производить в защитных очках.

Источник: https://WikiMetall.ru/metalloobrabotka/svarka-invertorom-dlya-nachinayushhih.html
Инструменты и средства защиты для сварки
Для ручной сварки понадобятся: сварочный аппарат, расходники, в виде электродов, металлическая щётка, молоток, зубило и маска со светофильтром (маска сварщика).
В случае, если вы ни разу не видели держатель электрода и вам не знакомы даже общие понятия и правила электросварки, обращайтесь за помощью к профессионалам. В интернет-магазине Энкор24 опытные продавцы консультанты дадут грамотные советы, помогут выбрать необходимую оснастку и оборудование как для начинающего, так и для опытного сварщика. Хотите сэкономить ваше время и деньги – заходите в интернет-магазин Enkor24.ru, смотрите, выбирайте и покупайте лишь то, что вам действительно необходимо, без навязывания и предвзятости к бренду, по очень привлекательным ценам. Только здесь вы найдёте огромный выбор сварочного оборудования и сможете купить электроды, сварочные аппараты, маски сварщика, краги, представленные как ведущими российскими, так и импортными производителями: ESAB, Elitech, РЕСАНТА, Энкор, Fubag, Plasmatec, TIGARBO, ЛЭЗ, Telwin и другие.
P.S. Лайв-хак – перед оформлением заказа на сайте, зарегистрируйтесь и получите 500 бонусных баллов, которые будут списаны с общей стоимости вашего будущего заказа.
Сварочные аппараты для ручной дуговой сварки:
Трансформаторы – работают с переменным током. Они тяжелые по весу, сильно шумят, образуют нестабильную дугу и влияют на электросеть, вызывая скачки напряжения. На трансформаторе выполнить ровный шов сможет только опытный сварщик. Однако, если научиться сварочному делу на трансформаторе, то с остальными аппаратами будет гораздо легче.
Выпрямители – преобразуют переменный ток в постоянный, работают на основе полупроводниковых диодов. Выпрямитель универсален, с помощью него варят самые разные металлы и используют любые электроды. В отличие от трансформатора, выпрямитель даёт стабильную дугу, что облегчает процесс сварки.
Сварочные инверторы – имеют компактные размеры, автоматизированные настройки, они работают тише, чем трансформаторы. Этот аппарат преобразует переменный ток в постоянный высокой мощности.
Преимущества:
- точность настроек;
- многофункциональный;
- образует стабильную дугу;
- не зависит от скачков напряжения;
- работает с любыми видами электродов.
Все эти преимущества обеспечивают ровный высокого качества шов.
Недостатки:
- нужно часто чистить от пыли;
- нельзя работать при температуре ниже -15°С.
Ряд полезных советов:
- Если в только начинаете изучать сварку на практике, то лучше начать с инвертора. С ним гораздо проще и удобнее работать
- Не забудьте про молоток и зубило, которые понадобятся вам для сбивания шлака со шва. Далее шов очищают металлической щёткой.
- Нельзя забывать и о средствах защиты.Обязательно должна быть сварочная маска со светофильтром, защищающим глаза.
- Костюм должен быть брезентовым, с длинным рукавом. Брюки гладкие, без отворотов. Обувь лучше выбрать максимально закрытую, например, кожаную.
- Еще один атрибут – брезентовые или замшевые перчатки или рукавицы достаточной длины.
- Также не помешает позаботиться о пожарной безопасности, например, приготовить ведро воды.
Источник: https://svarkagid.com/kak-pravilno-varit-invertornoj-svarkoj-s-elektrodami/
Как варить вертикальный шов?
Сложность контроля сварки в условиях создания вертикального шва обусловлена обычным физическим явлением – силой тяжести. Таковая оказывает действие на массу расплавленного металла, который будучи в жидком виде, устремляется вниз.
Здесь действия профессионального сварщика заключаются в том, чтобы не дать расплавленной массе оторваться от места сваривания. Достичь такого результата поможет стабильно горящая электрическая дуга, удерживаемая на минимально допустимом расстоянии от конца электрода до сварочной ванны.
Техника снизу вверх
Вертикальный стык, как правило, заваривают ходом электрода в направлении от нижней точки к верхней. Такой маршрут обеспечивает более стабильный контроль, а электрическая дуга уверенно держит ванну с расплавом, предупреждая растекание. Именно проходом снизу вверх удаётся сформировать максимально качественный вертикальный шов.

Техника формирования вертикального шва по направлению снизу вверх. Для получения требуемой ширины шва и глубины провара мастера используют разные варианты «рисования» электродом
Конечно же, перед началом сваривания вертикального шва следует подготовить границы стыка, обработать в соответствии с техническими требованиями. Сварочный аппарат нужно настроить под условия сварки (выставить ток, подобрать электрод).
Изначально по линии стыка делаются несколько точечных «прихваток» – сварка коротким швом (1 – 2 см). Цель таких действий – исключить в процессе нагрева смещение свариваемых частей по причине температурной деформации.

Пример вертикального шва, полученного после сварки двух металлических пластин квалифицированным сварщиком. Использовалась техника направления перемещения электрода снизу вверх
Когда делается сварка стыка вертикально, угол удержания электрода относительно плоскости, на которую будет ложится шов, выдерживают в пределах 45-90º.
Инструкция сварщика устанавливает следующие действия:
- Контактом электрода о металл зажигается дуга.
- Делаются «прихватки» в 3-4 точках по линии стыка от её середины к краям.
- Сварка начинается в нижней точке линии стыка.
- Ход электрода направлен вверх, сварочная ванна удерживается в рабочей зоне.
Продвигать электрод следует с умеренной скоростью. Главный скоростной критерий – образование оптимального количества расплава сварной ванны.
Одновременно с вертикальным ходом электрода допустимы поперечные зигзагообразные движения «полумесяцем», «елочкой» или другим «рисунком». Но техника поперечного хода видится актуальной только на металлах с толщиной стенки больше 4 мм.
Сваривать металл вертикальным швом рекомендуется одним проходом без остановки. Для начинающих сварщиков в этом видится сложность. Однако опыт нарабатывается быстро.
Техника сверху вниз
Набравшиеся опыта, сварщики без труда укладывают вертикальный шов движением электрода сверху вниз. В чём заключается хитрость исполнения такой операции?
Всё просто: поджигая электрическую дугу, электрод устанавливают относительно рабочей плоскости под углом 90º. Как только металл в точке образования дуги начинает расплавляться, угол установки электрода изменяют на 15-20º, немного опуская держатель.

Техника производства вертикального шва при направлении движения электрода сверху вниз. В этом варианта применяются несколько иные формы поперечной «отрисовки» электродом
Проводка электрода по линии стыка толстостенных металлов также выполняется поперечными зигзагами «пилообразной» или «прямоугольной» формы. Некоторые сварщики пользуются методикой «волнообразного» распределения расплава.
Между тем, способ формирования вертикального шва по направлению сверху вниз сопровождается большими сложностями для сварщика. Однако, по мнению многих специалистов, сварка в таком виде даёт лучший результат в плане качественных показателей.
Источник: https://sovet-ingenera.com/santeh/svarka/kak-varit-vertikalnyj-i-gorizontalnyj-shvy-elektrosvarkoj.html
Виды швов
Соединительные швы бывают:
- тавровые;
- стыковые;
- угловые;
- внахлёст.
По расположению сварные швы делятся на: потолочные, горизонтальные, вертикальные. (рис. 3)
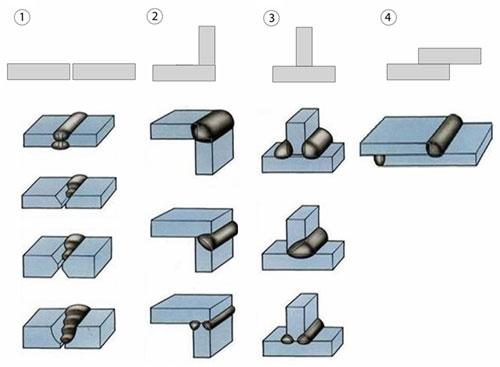
рис.3
Горизонтальный шов самый простой, электрод опускается к низу под углом 60-70 градусов. ( рис. 4)

рис.4
Вертикальный шов – электрод ведут по вертикали снизу-вверх или сверху-вниз. Лучше держать электрод под углом 45-50° вниз от вертикального положения, чтобы металл не стекал. Желательно делать шов одним прогоном. (рис 5).

рис.5
Потолочный шов – самый сложный. Сварочная ванна располагается вверху, над сварщиком и перевёрнута вверх дном. Движение электрода производится на себя, на очень короткой дуге. Желательно варить электродами 3-4 мм.(рис. 6)

рис.6
Источник: https://svarkagid.com/kak-pravilno-varit-invertornoj-svarkoj-s-elektrodami/
Подготовка к процессу
Перед началом работы нужно подготовить сварочный аппарат:
- Проверить значение напряжения и частоты тока, данные должны совпадать и в сети и на корпусе аппарата;
- Если есть режим выбора напряжения, то лучше сразу выставить, далее выставить значение тока. Параметр мощности должен соответствовать номеру электрода, то есть диаметру.
- Проверить изоляцию кабеля. Надёжно закрепить зажим «заземление».
- Проверить все кабели, изолированы ли они, соединения, штепсели.
- Вставить электрод в держатель, который может быть винтовым и пружинным. Обязательно убедиться в том, что электрод держится крепко.
Например, инвертор имеет два кабеля. Один подсоединяется к детали, второй держит электрод. На них подают разные значения тока: плюс – на деталь, минус – на электрод при «прямой полярности». В некоторых случаях необходимо варить в режиме «обратная полярность», то есть плюс на электрод, минус на деталь.
Место сварки тоже должно быть подготовлено. Нужно очистить поверхность металла от любых загрязнений, ржавчины, окалины, масла. Большинство дефектов сварки возникают из-за плохо подготовленной поверхности. Электроды перед сваркой необходимо проверить на целостность: его покрытие должно быть однородным, без сколов. Также часто требуется просушить или прокалить расходные материалы.
Еще один важный вопрос: какой ток выставлять. Чем выше ток, тем стабильнее дуга, но сильно большое значение может прожечь металл. Выставляемый ток напрямую зависит от номера электрода и толщины детали. Для горизонтальной сварки можно ориентироваться на следующие значения ампеража: (таб.1)
Для вертикальной сварки значения нужно уменьшать на 15%, для потолочных швов – на 20%. Однако на практике в процесс сварки вмешивается множество других факторов, поэтому выявить правильный ампераж можно только опытным путём.
Источник: https://svarkagid.com/kak-pravilno-varit-invertornoj-svarkoj-s-elektrodami/
Сварка тонкого металла инвертором
Возможности инвертора в полной мере реализуются при сварке металлопроката толщиной менее 2 мм. Сваривание таких материалов производится на небольших сварочных токах и требует высокой стабильности сварочного процесса, что без проблем реализуется при использовании аппарата с инверторным источником тока. Тонкие металлические листы легко прожечь при возникновении короткого замыкания в сварочной дуге. Для предотвращения этого явления в инверторах предусмотрена специальная функция, автоматически понижающая величину тока на время возникновения короткого замыкания. Другая полезная возможность инверторов — это подбор оптимальных параметров при поджигании дуги, что позволяет избежать непроваров и прожогов на начальном участке сварного шва. Кроме того, в процессе сварки инвертор способен адаптивно поддерживать нужную величину рабочего тока при колебаниях размеров сварочной дуги.
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-invertorom-dlya-nachinayushhih.html
Как правильно варить?
Сварка начинается с розжига дуги. Существует два способа, чтобы разжечь дугу:
- Касание. Электрод держат под углом 60°, затем концом электрода касаются металла и тут же поднимают электрод на расстояние 3-5 мм. Образуется дуга.
- Чиркание. Кончиком электрода быстро проводят по поверхности металла и тут же быстро приподнимают его на 2 мм.
Оптимально выдерживать длину дуги 5 мм. Если слишком приблизить, произойдёт залипание электрода, длинная же дуга не проваривает металл, образует много брызг. Если залипание происходит слишком часто, значит, силы тока маловато и следует его добавить. Длину дуги можно контролировать по звуку: если звук ровный, однотонный, значит, длина постоянная, если же образуются резкие звуки с хлопками, значит длина слишком большая.
Как только сварщик поймает дугу, он приступает к сварке. Электрод медленно и плавно перемещают по горизонтали, выполняя лёгкие колебательные движения. Если вдруг дуга оборвалась или же электрод сгорел раньше, чем закончился шов, то нужно правильно продолжить работу. В конце шва образуется углубление (кратер). Нужно отступить от него приблизительно на 12 мм и зажечь дугу. Медленно двигаясь вперёд, тщательно заварить кратер и продолжить сварку шва.
Как правило, сваривают в несколько слоёв:
- детали толщиной до 6 мм двумя слоями;
- заготовка 6-12 мм – тремя слоями;
- детали толщиной более 12 мм – 4 слоями.
Траектория движения дуги делится на виды:
- Поступательная – электрод просто перемещается вдоль оси электрода;
- Продольная – для формирования ниточного тонкого шва;
- Поперечная – колебательные движение электрода определённой ширины (рис. 2)

рис.2
Обычно мастер совмещает все три траектории. Одновременно необходимо контролировать расстояние между электродом и поверхностью, так как электрод сгорает и уменьшается в длине. Также нужно следить за состоянием ванны, её размерами, чтобы вовремя увеличивать или уменьшать скорость движения.
Нужно помнить, что сваривать детали сразу сплошным швом нельзя, это приведёт к перекашиванию металла. Две заготовки соединяют струбцинами или иным способом, затем делают точечные швы на расстоянии 8-25 см друг от друга, в зависимости от длины шва. Рекомендуется выполнять точечные швы с двух сторон, чтобы не возникло напряжение металла. И только потом приступать к выполнению основного шва.
Источник: https://svarkagid.com/kak-pravilno-varit-invertornoj-svarkoj-s-elektrodami/
Управление положением электрода
Сварочный процесс может выполняться при положении электрода углом вперёд, углом назад, прямым углом. Применяя любой из этих трёх технологических приёмов, сварщик способен создавать швы в разных условиях производства работ.

Варианты угловых положений электрода для производства сварочных работ. Синие стрелки указывают направление перемещения электрода
Так, способ «углом вперёд» традиционно применяется для соединения элементов горизонтальным и вертикальным швами в условиях верхнего расположения деталей в пространстве (потолочная сварка). Эта же техника успешно используется для сварки неповоротных стыков труб или при сооружении самодельной печки из газового баллона.
Удерживая электрод строго под прямым углом (90º), сварщик обеспечивает исполнение работ в местах труднодоступных. Наконец, техника «угла назад» позволяет качественно выполнять сварочные работы на угловых стыках.
Устанавливая электрод «углом вперёд», обычно работают с тонкостенными металлами. В таком положении электрода получают широкий шов малой глубины. На толстостенных металлах, напротив, стараются применять технику «углом назад», обеспечивая прогрев металла на достаточную глубину.
Источник: https://sovet-ingenera.com/santeh/svarka/kak-varit-vertikalnyj-i-gorizontalnyj-shvy-elektrosvarkoj.html
Отличия прямой и обратной полярности при сварке инвертором
В сварочной дуге электрический ток — это поток электронов, перемещающихся в плазме от отрицательного электрода (катода) к положительному (аноду). При этом примерно одна треть тепловой энергии аккумулируется на катоде, а две трети — на аноде. По этой причине при сварке инвертором полярность напрямую влияет на то, где будет большее выделение тепла: на свариваемой детали или на электроде. Стандартной считается прямая полярность, когда электрод подключен к минусовой клемме инвертора, а заготовка — к плюсовой (см. рис. ниже). При таком режиме сварки происходит глубокое проплавление свариваемого металла с образованием стабильной сварочной ванны и более медленное расходование электрода. Этим способом сваривают большинство мало- и среднеуглеродистых конструкционных сталей, а также изделия из чугуна.
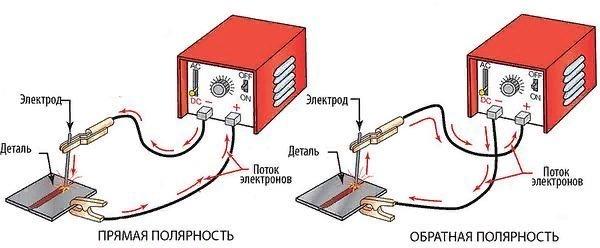
При сварке с обратной полярностью электрододержатель соединен с плюсовым контактом инвертора, а клемма массы — с минусовым. В этом случае отрыв электронов происходит от металла заготовки, а их поток направлен в сторону электрода. Вследствие этого на нем выделяется большая часть тепловой энергии, что позволяет вести сварку инвертором с ограниченным нагревом свариваемой детали. Этот режим применяют при сваривании деталей из тонкого металла, нержавеющих сталей и металлов с низкой устойчивостью к повышенным температурам. Кроме того, обратная полярность используется при необходимости увеличить скорость плавления электрода, а также когда инвертором сваривают детали в газовой среде или с использованием флюсов.
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-invertorom-dlya-nachinayushhih.html
Основные ошибки новичков
Чтобы научиться правильно варить, нужно не только знать основы, но и какие частые ошибки допускают новички:
- Слишком быстро перемещают электрод, из-за этого образуется неровный шов с непроваренными местами; (рис. 7)
- Чересчур медленное ведение электрода приводит прожигу в металле и образованию дыр (рис. 8);
- Неправильная подача тока: сильно большой ток может прожечь металл, а недостаточно сильный может не проварить шов и вызовет залипание электрода с поверхности.
- Неправильно выбранный угол, может привести к неровному и плоскому шву.
- Неправильный зазор между электродом и металлом. Если он слишком мал, то металл заготовки плохо прогревается. Из-за слишком длинной дуги получается бесформенный непрочный шов (рис. 9).

рис.7

рис.8

рис.9
Вообще скорость движения электрода должна соответствовать силе тока, чем она больше, тем выше должна быть скорость движения электрода.
Источник: https://svarkagid.com/kak-pravilno-varit-invertornoj-svarkoj-s-elektrodami/
Как резать металл электродом
Электродуговые аппараты (в том числе и инверторы) применяют не только для сварки, но и для резки металла. Для этих целей предпочтительнее использовать специализированные электроды марки ОЗР-1, хотя в принципе подойдут и обычные, для сварки с обратной полярностью. Так же, как и при сварке, во время резки движение электрода выполняется углом вперед, при этом сварочный ток подбирается на 20÷50 % больше номинального. Поэтому, если инвертор планируется не только для сварки, но и для резки металла, необходимо приобретать аппарат, рассчитанный на большие сварочные токи. К примеру, при резке инвертором низкоуглеродистой конструкционной стали толщиной до 20 мм электродом Ø3 мм рабочий ток будет находиться в диапазоне от 150 до 200 А.
У всех современных инверторов в системе управления «зашиты» три неотключаемые функции, которые предназначены для оптимизации процесса сварки. В их число входит и форсаж дуги, разрушающий сплошной поток жидкого металла. А какое воздействие эти функции оказывают на процесс резки? Если кто-нибудь знает ответ на этот вопрос, поделитесь, пожалуйста, информацией в комментариях.
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-invertorom-dlya-nachinayushhih.html
Особенности сварки тонколистовых металлов
Сварка тонколистовых металлов более сложна, так как такой металл легче прожечь. Рекомендуется выполнять следующее:
- Варят в режиме обратной полярности, величина силы тока минимальна.
- Чем меньше длина шва, тем меньше коробление, поэтому варят прерывистым швом, иногда перемещаясь в другую зону стыка.
- При сварке встык добиваются минимального зазора между кромками.
- При сварке внахлёст плотно прижимают листы друг к другу во время сварки, чтобы не допустить зазора.
- В случае, если толщина металла не превыщает 1,5 мм, то рекомендуется использовать сварочные полуавтоматы с проволокой, так как обычные электроды будут прожигать заготовку.
Ручная дуговая сварка – сложный процесс, но при должном старании можно научиться этому делу.
Источник: https://svarkagid.com/kak-pravilno-varit-invertornoj-svarkoj-s-elektrodami/
Выводы и полезное видео по теме
Предлагаем посмотреть видеопрактикум сварки: как варят горизонтальный и вертикальный швы:
Необязательно иметь квалификацию профессионального сварщика, но владеть техникой сварки желательно. Благодаря имеющимся навыкам сварного дела, у человека появляется больше возможностей для реализации различных бытовых проектов.
При желании изучить технологию можно всегда, а практический опыт поможет овладеть техникой производства работ на высоком уровне.
Хотите рассказать о собственном опыте в выполнении сварных швов? Знаете тонкости процесса, не приведенные в статье? Пишите, пожалуйста, в расположенном ниже блоке.
Источник: https://sovet-ingenera.com/santeh/svarka/kak-varit-vertikalnyj-i-gorizontalnyj-shvy-elektrosvarkoj.html
Количество использованных доноров: 4
Информация по каждому донору:
- https://stroychik.ru/tools/svarka-invertorjm-dlya-nachinayushhix: использовано 1 блоков из 4, кол-во символов 1399 (5%)
- https://WikiMetall.ru/metalloobrabotka/svarka-invertorom-dlya-nachinayushhih.html: использовано 4 блоков из 8, кол-во символов 6427 (24%)
- https://sovet-ingenera.com/santeh/svarka/kak-varit-vertikalnyj-i-gorizontalnyj-shvy-elektrosvarkoj.html: использовано 6 блоков из 9, кол-во символов 9525 (35%)
- https://svarkagid.com/kak-pravilno-varit-invertornoj-svarkoj-s-elektrodami/: использовано 6 блоков из 8, кол-во символов 9614 (36%)
 (Пока оценок нет) (Пока оценок нет) |



